
FMEA,想说爱你不容易!
标签:FMEA 爱你不容易 预防控制 六西格玛 分类: 企业管理
作者:精益六西格玛咨询师 李碧 17701323925
FMEA的起源与原理尽管FMEA是美国军方发明的工具,看上去它是一个舶来品,然而,从老祖宗的观念来看,FMEA强调的理念显然起源于中国,典型的例子包括” 谋定而后动,知止而有得。”以及“ 夫未战而庙算胜者,得算多也;未战而庙算不胜者,得算少也。多算胜,少算不胜,而况于无算乎!”. 所谓谋、所谓算都是预先全盘考虑的思想,比美国军方的FMEA早了不知道多少年!
老祖宗孙武通过<<孙子兵法>>告诉我们,唯有通过全盘、细致、周密的考虑,方能避免问题的发生,从而取得战争的胜利.
美国人深刻的理解了孙武的意图,为了能考虑到所有潜在的原因,他们对问题的本质进行分析,根据流程导向的原理,所有的流程都可以分为输入、转化过程和输出三部分,如图一所示。
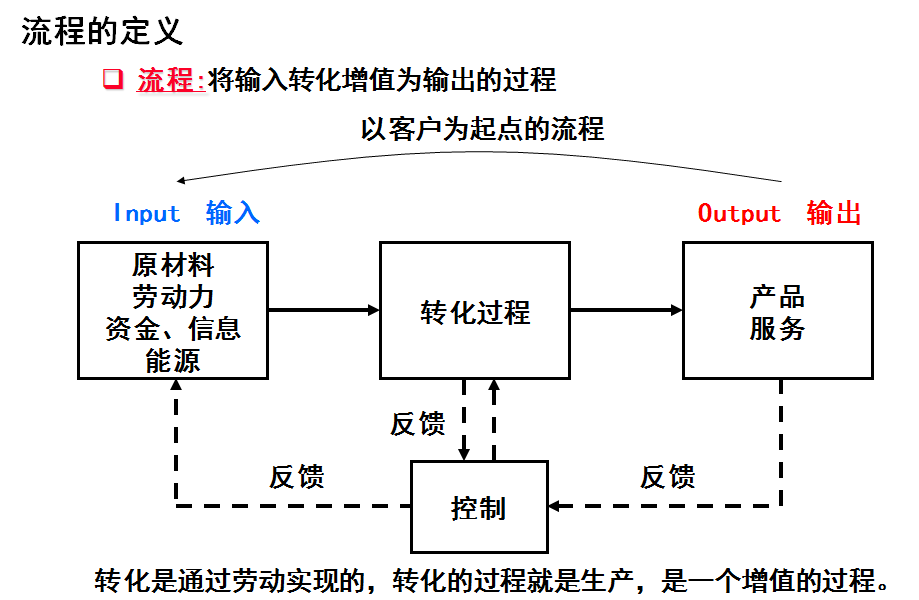
图一:流程导向原理
那么是否可以把输入作为原因、转化过程考虑为失效模式,输出就变成后果了,如果输入出现问题(不符合要求),则会影响中间的过程,从而造成输出不符合要求,即所谓的“GIGO”.( “Garbage In Garbage Out),反之,如果输入没有问题,则不会出现失效模式,输出也就能够满足顾客的需求。综上所述,根据流程导向的原理,美国人提出所有的问题,都可以分为三个元素.
发生频率:原因发生的频率。
探测度:如何探测到问题或错误(从原因发生到出货前都可以进行探测,一旦出货,问题被顾客所发现就不能叫探测度了)
严重度:对顾客影响的大小
图二展示了问题的三个元素:
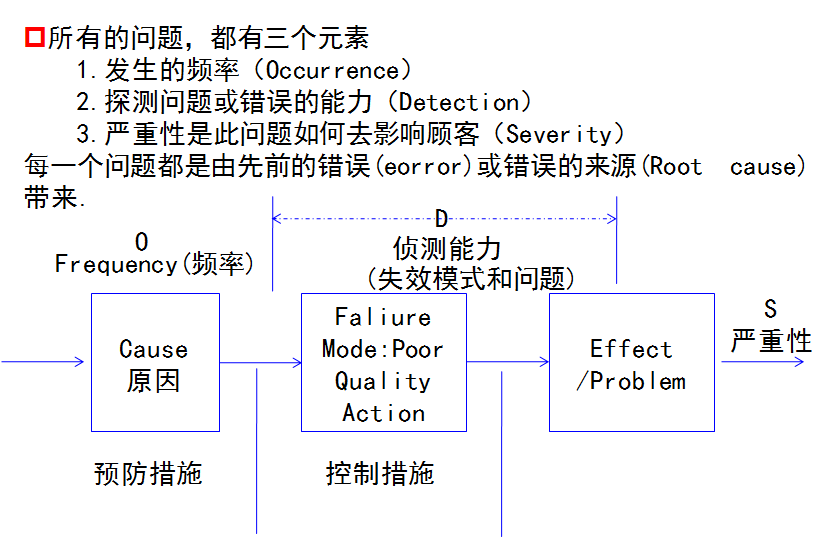
图二:问题的三个元素(资料来源:工业技术研究院FMEA讲义:盛其安教授P26页)
要是您发现还有第4个元素,恭喜你,你可能创造能一个新的由中国人发明的质量工具! FMEA与传统方法的对比
当我们用传统方法分析问题时,通常是直接从问题现象跳到原因。此时由于你的思考受到限制,你能够想到的原因是有限的,并且只能用于问题的分析,不能用于问题的预防。
而当采用FMEA来分析问题时,你首先要思考失效模式,然后再从每个失效模式往左边想原因,往右边想后果。
以设计FMEA为例,假设每个零件(类似于流程中的流程步骤)你能想出6个失效模式,每个失效模式再想出5个原因,那么每个零件,你就能找出6*5=30个原因,如果对整个系统设计进行分析,很容易就能找到成百上千个原因,从而避免潜在问题的发生。图三是荷兰皇家飞利浦FMEA应用案例。
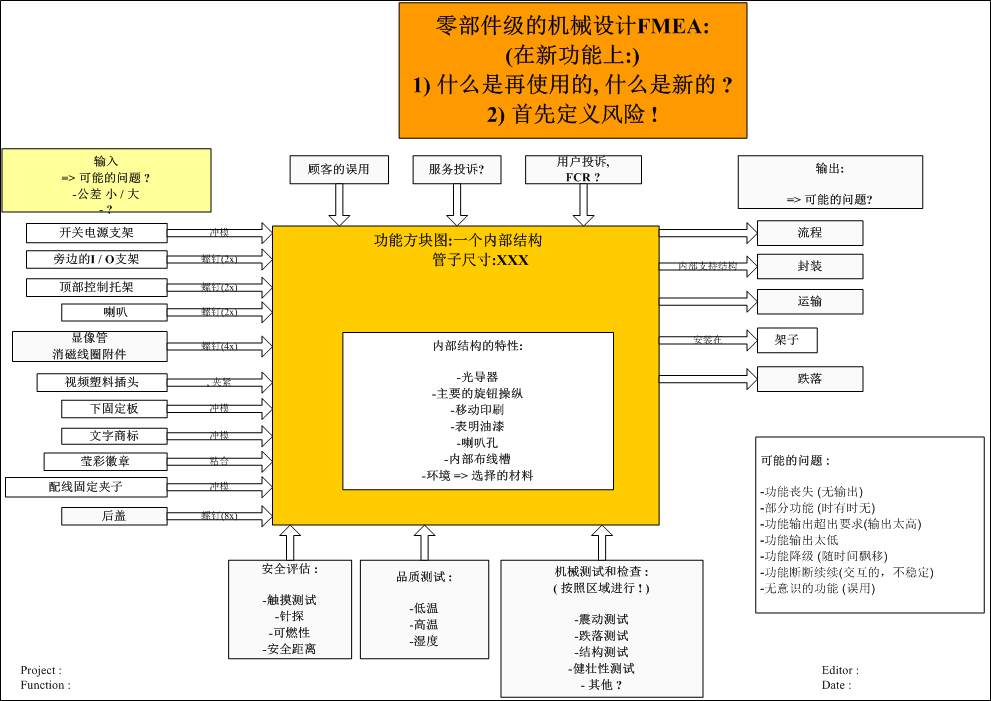
图三:荷兰皇家飞利浦FMEA应用案例
通过这种系统化的思考。你的考虑会非常的全面,这也是FMEA能应用于航空工业的原因。关于FMEA从失效模式往两边思考的示意图如图四所示。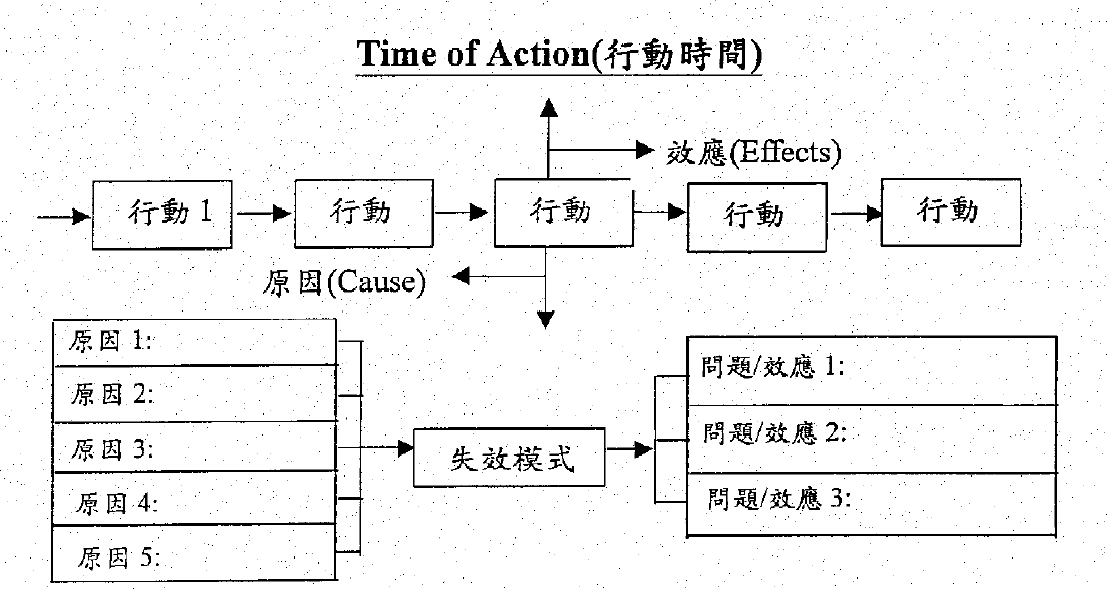
图四:FMEA先考虑行动的失效模式,再考虑原因和后果
下表对FMEA与传统方法的差异做了一个对比| 比较点 | 传统方法 | FMEA |
|---|---|---|
| 分析方法 | 从问题直接到原因 | 从中间往两边想,从失效模式到原因和效应 |
| 用途 | 问题分析 | 问题分析和预防 |
| 找出的潜在原因数量 | 少,一般能找到10个以上的原因就很了不起了 | 多,轻轻松松上百个 |
| 参与人数 | 少,通常是专家采用一眼看穿法 | 多,以团队形式进行 |
| 深入程度 | 表面原因 | 深层次原因 |
表一:FMEA与传统手法的对比
FMEA为何爱你不容易这么好的工具,在国内却没有得到好的应用,我从以下三个层面做个简单的说明。
一.市场层面
从市场条件来讲,主要有两方面的原因.
1.消费者成熟度不够。我们国家目前还不够发达,消费者成熟度不够,企业违规的成本低,有些企业甚至利用消费者不懂产品,信息不透明的客观条件,以次充好、销售假冒伪劣产品或服务,这样的企业也能在市场上生存,从而形成了劣币驱逐良币的市场氛围,使得有些正规企业也不愿意把钱花在质量预防上。
2.法制不健全,违法成本低。在美国,生产果冻食品厂的企业也需要做FMEA,因为果冻产品在食用过程中,可能会造成儿童的窒息死亡,如果企业拿不出证据,客户可以认为企业是故意杀人。
一个典型的案例是因丈夫吸烟成瘾,死于肺癌,美国辛西娅起诉雷诺烟草,理由是,后者故意隐瞒卷烟对健康的危害。最终法院判雷诺烟草赔付236亿美元;而国内,在食品、医药、P2P理财等消费者无法直接辨别产品好坏的领域,有些企业公然制假售假,假疫苗、地沟油、携款跑路等层出不穷,最近甚至还有媒体曝光有些企业连员工的社保钱也坑,被发现后也只是补交了事,在这样的商业环境下,连正规企业也不愿意在质量预防上花钱。
其实老外做FMEA,也是利益驱动,有图为证,用通俗的话来讲,再设计的早期发现问题,图纸上改改就解决了,但产品生产出来后再发现问题,改善成本就高的多了。
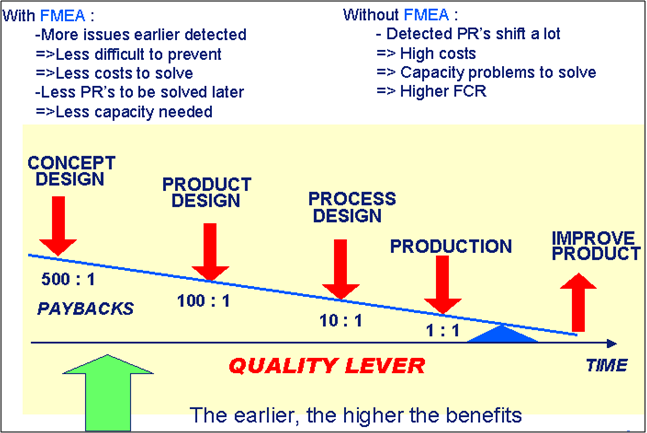
图五:FEMA的好处(资料来源飞利浦FMEA培训材料)
关于市场层面的问题,随着消费者的成熟及媒体公正、及时的曝光、引导,和法制的健全,终将走向成熟。二.技术层面:
从技术层面来看,关于FMEA分析技术本身,没有太难的问题,据我的经验来看,FMEA最大技术层面的缺点是耗时长,要做好一个FMEA分析需要大量的时间,在国内企业利润普遍不高的情况下,很难有企业能够连续组织团队花费大量的时间来从事FMEA研究。
这是一个现实的问题,国外企业通常采用以下2种方法解决。
1.标准化\模块化设计
标准化\模块化设计是很好的减少FMEA工作量的方法,尽管这种方法并非为减少FMEA的工作量而诞生,但是当企业采用标准化或模块化设计后,意味着企业的FMEA研究可以只是在产品设计有变动的地方进行修正,如此即可大幅减少FMEA分析的工作量,降低质量成本呢。
2.用好历史FMEA数据
很多企业在实施FMEA的过程中,对FMEA团队没有任何管理,所有的FMEA分析结论没有作为组织资产进行管理,甚至同一个企业,不同的团队应用的FMEA评分标准都不一样!
这只能作为学习FMEA工具时训练人才,根本不算正式进入FMEA过程,在这样的水准下开展FMEA,完全不用历史数据,一切都重新开始,无疑是非常大的浪费。
以飞利浦为例,他们内部有一个IPM系统,能够把所有完成的FMEA结论予以保存,以便随时调用,通过这种方式,他们内部进行FMEA分析的速度可以非常惊人的又好又快!
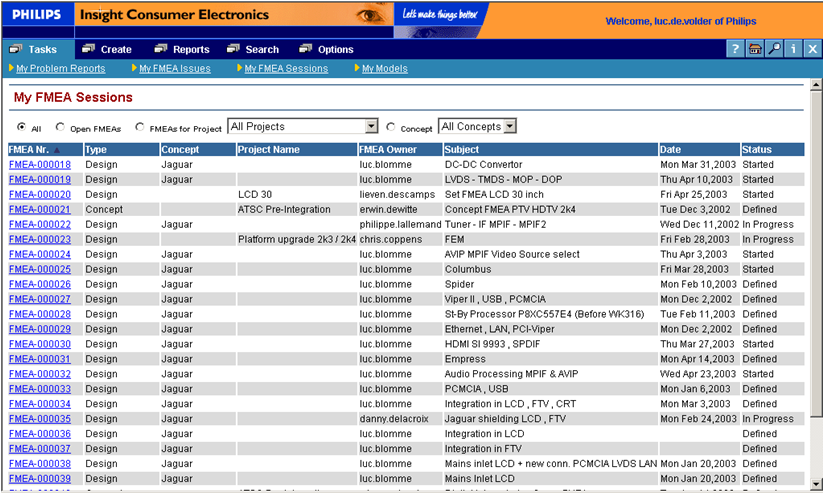
图六:飞利浦IPM系统
要提高FMEA的效率,企业应该引入FMEA系统来管理FMEA记录,从而提高质量管理工作的效率和效果TRACtable FMEA管理软件正在内测,届时将以最优惠的价格提供给国内企业。
三.管理层面:
在管理层面,我认为从企业领导的角度来讲,预防的管理基本已被管理层接受,因此,企业才会请培训师到企业授课,然而,还有一些方面尚有欠缺,如下:
1.缺少系统思考
很多企业以为请老师做一次FMEA培训,就能将FMEA引入到企业中去。实际上,培训只是能解决技术层面的问题,可能员工掌握了FMEA分析的方法,学到了这种技术,然而员工就会在工作中应用FMEA吗? 如果果真如此,企业只需要找一个培训经理做CEO就行了,把所有的培训都引进来,企业投资者就可以躺着数钱了。
要员工使用FMEA(或者其他任何的工具),比需是该工具成为系统(流程)的一部分,这样员工才会应用FMEA。
例如飞利浦要求,在概念设计、产品设计和流程设计阶段都要使用FMEA,并交付FMEA的记录,如果员工没有做FMEA,则该项目无法通过设计评审,这就是所谓不做不行的地步,因为FMEA成了系统中不可缺少的部分。图七展示了飞利浦FMEA使用时机。
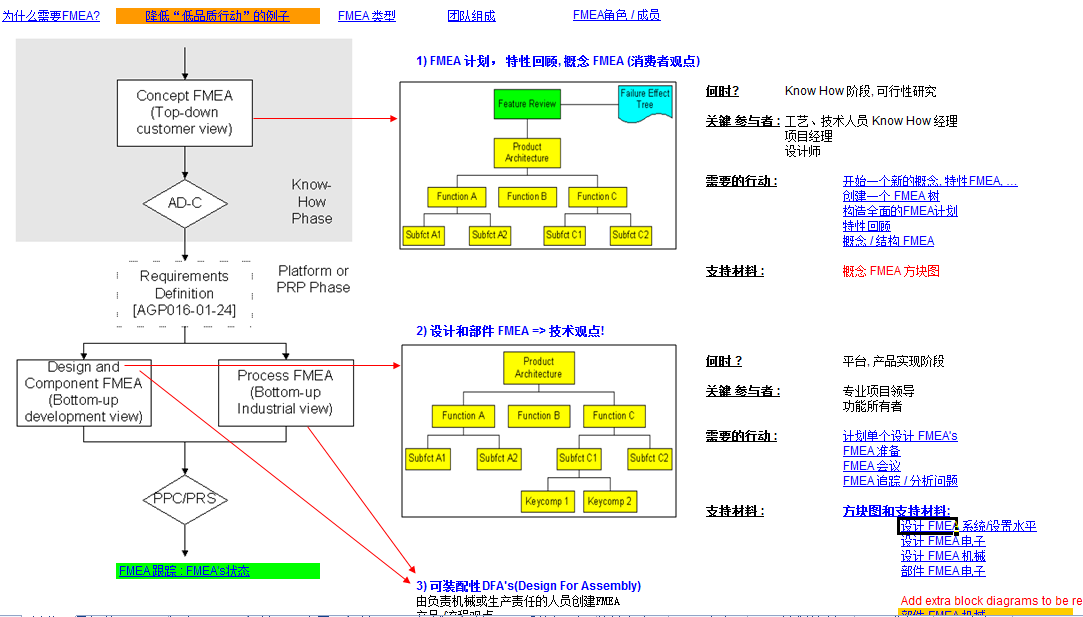
图七:FMEA使用时机
反观我们国内很多企业,仅仅是做了培训而已,系统中不需要交付FMEA的记录,那么员工自然不会去做FMEA分析。
结论:
当企业站在系统的角度来设计质量管理流程时,FMEA分析所需的团队就都不成问题了,因为他们是被系统所认可的,而当没有任何系统上的要求,仅靠领导者的口头支持,或是某个工程师热情,FMEA只能是一种失宠的技术,永远登不上金碧辉煌的舞台。就算520,也不能放心爱!
PS:笔者曾服务于冠捷科技,在2004年冠捷收购PHILIPS后,有幸学习到PHILIPS的全套的研发管理系统和FMEA系统,如有需要交流,也可与作者联系
作者:李碧 网址:www.tractable.cn 公众号:tractable
转载请注明作者联系方式。
如果您觉得本文不错,请分享给好友